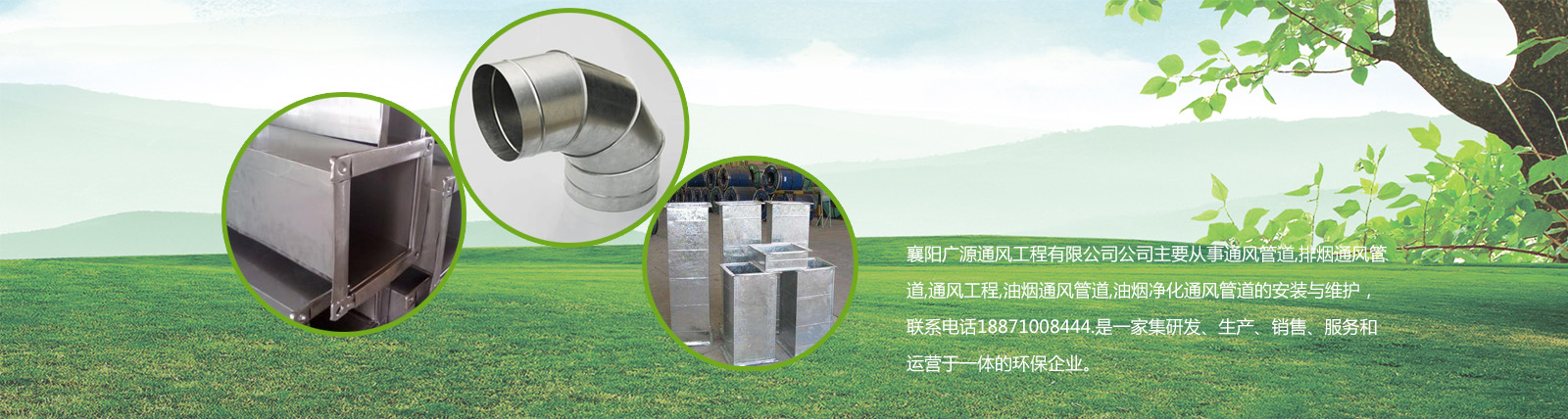
欢迎来到襄阳广源通风工程有限公司
在线留言 | 网站地图
网站首页
产品中心
排烟管道
通风管道
除尘管道
油烟净化管道
新闻资讯
公司动态
行业资讯
最新资讯
关于我们
联系我们
您是否在搜索:
随州
排烟
管道
十堰油烟净化
襄阳
除
尘
管
道
新闻导航
公司动态
行业动态
新闻资讯
推荐产品
生产车间通风排烟管道
联系我们
联系人:刘经理
电话:15090978354,18871008444
邮箱:723289993@qq.com
网址:www.hbxytf.com
地址:襄阳市高新区团山镇邓城村二组105号
您的位置:
首页
>
信息动态
> 行业动态
十堰风管加工便是对用于空气运送和分布的管道进行加工
来源:
www.hbxytf.com
发布时间:2024-03-26
前面咱们说过
十堰风管加工
便是是对用于空气运送和分布的管道进行加工,那么
十堰插条风管加工
您了解过吗?下面由
十堰风管加工厂家
小编带大家一起来了解一下插条风管加工的常识,期望能对咱们有所协助。
插条联接风管制造办法概要:先将镀锌板划出总用料宽×长,先在剪板机上剪出,再用已开好缺口S的划线模片(不同划线模片8别离等于咬口规范c、d和翻边规范f插条联接风管制造办法
插条联接风管制造办法概要:先将镀锌板划出总用料宽×长,先在剪板机上剪出,再用已开好缺口S的划线模片(不同划线模片8别离等于咬口规范c、d和翻边规范f插条联接风管制造办法
1)插条联接风管制造办法和法兰联接风管没有很大不同,仅管端翻边规范,插条接头翻边f应做到10~12mm,而法兰翻边仅为7mm。其他插条联接风管端部制造时先翻180°,而法兰风管须在上法兰时才翻90°。
2)先将镀锌板划出总用料宽×长,先在剪板机上剪出,再用已开好缺口S的划线模片(不同划线模片8别离等于咬口规范c、d和翻边规范f)别离沿已下好料的板上顺边划出,再划出折方线,并在折方线和翻边线穿插处剪去一个小三角口);划完线的翻开料及划线模片.
3)加工咬口,翻管端插接口,依次折方,完结了直管加工。
4)施工应留神划线,剪翻过端部三角形缺口要刚好到位,咬口平直,翻边、折方严厉依线。端头翻边可先在折边机上折135°,然后再在其压紧板上加压回到180°。只需这样,风管规范规则,端口平坦,往后设备时不光省力,而且不会使接口扭斜。
跟着我国改革开放,不少设备企业已连续选用国外的风管联接新工艺,即风管无法兰联接工艺。这种施工工艺选用形状各异的各种插条对矩形风管进行插接式对口联接。我国近几年各设备队伍在通风与空调工程施工中,苦于国内至今尚无相配套的插条加工专用机械,联接用的各种形状的插条,只好由工人用手艺击打的办法进行弯制,不能完结机械化作业,然后使这种多、快、好、省的风管无法兰联接工艺的推行与运用,在程度上遭到了约束。
镀锌钢钣风管是现在空调工程,通风排烟体系中运用传统,广泛的产品。镀锌钢钣风管内壁润滑,阻力小,气密性好,承压强度高。钢板风管现场制做便当,与土建工程合作紧密,能适宜特别杂乱的通风工程。其造价比不锈钢板风管要低,用处比较广泛。风管加工长度核算,一律以施工图所示中间线长度为准,包含弯头、三通、变径管、天圆当地管件长度。支管长度以支管中间线与主管中间线交接点为分界点。风管长度不包含部件所占长度,其部件长度值见下表:序号部件称号部件长度序号部件称号部件长度1蝶阀1504圆形风管防火阀D+2402止回阀3005矩形风管防火阀B+2403密闭式对开多页调度阀210注:D为风管外径,玻璃钢管,B为方风管外边高。
上一条:
襄阳排烟管道常见的四种材质
下一条:
怎样核算襄阳风管加工中的工程量