欢迎来到襄阳广源通风工程有限公司
在线留言 | 网站地图
网站首页
产品中心
排烟管道
通风管道
除尘管道
油烟净化管道
新闻资讯
公司动态
行业资讯
最新资讯
关于我们
联系我们
您是否在搜索:
随州
排烟
管道
十堰油烟净化
襄阳
除
尘
管
道
新闻导航
公司动态
行业动态
新闻资讯
推荐产品
生产车间通风排烟管道
联系我们
联系人:刘经理
电话:15090978354,18871008444
邮箱:723289993@qq.com
网址:www.hbxytf.com
地址:襄阳市高新区团山镇邓城村二组105号
您的位置:
首页
>
信息动态
> 新闻资讯
襄阳风管加工以及安装加固方法
来源:
www.hbxytf.com
发布时间:2022-05-09
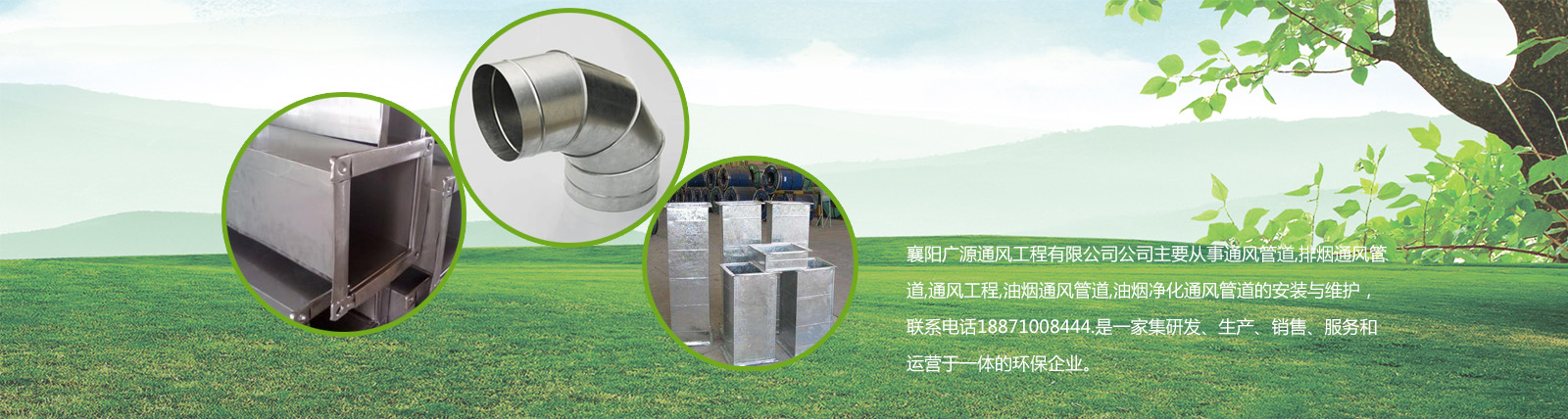
襄阳风管加工
以及安装加固方法有哪些呢?今天
襄阳排烟管道安装
,
襄阳通风管道厂家
带大家了解了解风管加工时的几种加固方法。
(1)接头高的加固法(即立咬口)
虽然可以节省钢材,但加工工艺复杂,接头处易漏风,目前使用不多。
(2)角钢加固:加固强度大,目前应用广泛。
角钢规格可略小于法兰规格。当大边尺寸为630-800mm时,可采用25*4扁钢作为加固框架;当大边尺寸为800-1250mm时,可采用25*25*4扁钢作为加固框架;当大边尺寸为1250-2000mm时,可采用30*30*4扁钢作为加固框架。加固框架必须与风管铆接,铆钉间距应均匀且不小于220mm,两相交处应连成一体。
(3)风管大边缘采用角钢加固,适用于风管大边缘尺寸在规定的加固范围内,风管小边尺寸不在规定的范围内。施工简单,可节省劳动力和材料,由于外观差,开放式风管较少使用。所使用的角钢规格可与法兰相同。
(4)风管内壁设置肋条加固。
一般很少使用,仅用于外观要求美观的明装风管。
钢筋肋采用1.0-1.5mm镀锌钢板加工,间歇铆接在风管内壁。管内肋支撑和风管应牢固固定,各支撑点与风管边缘或法兰的间距应均匀,不得大于900mm。
(5)风管壁板上滚槽加固。
风管展开下料后,先将壁板放在滚槽机械上进行十字线或直线滚槽,再咬合,合缝。
由于有专用机械,其工艺简单,可节省劳动力和钢板。槽加固的波纹布置应规则,间隔应均匀,板表面不得有明显变形。
上一条:
十堰风管加工工程量的计算是怎样的
下一条:
十堰通风管道在通风体系中的截面有几种呢